Overview
During a major outage on a Westinghouse WESTAC air-cooled gas turbine-driven generator, routine testing revealed suspicious and inconsistent stator phase resistance readings. Infrared scanning showed elevated temperatures at multiple phase joints, raising concerns about potential high-impedance connections or broken strands. What began as a simple verification test quickly evolved into a full-scale investigation and repair of critical bolted joints in the stator winding.
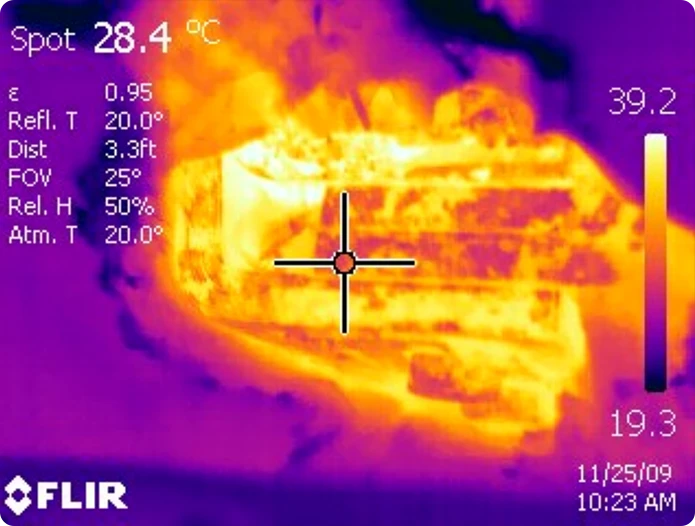
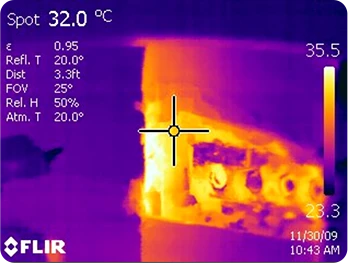
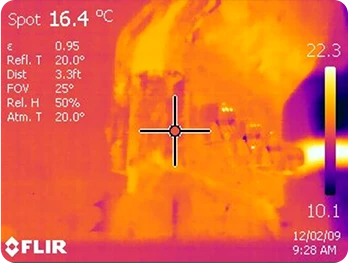
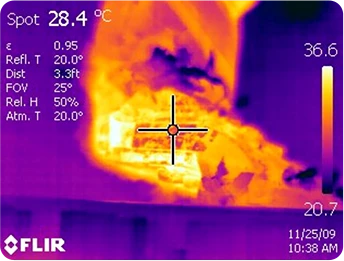
Infrared scan identified T2 joint as the hottest of all six. L: As-found, R: Stripped
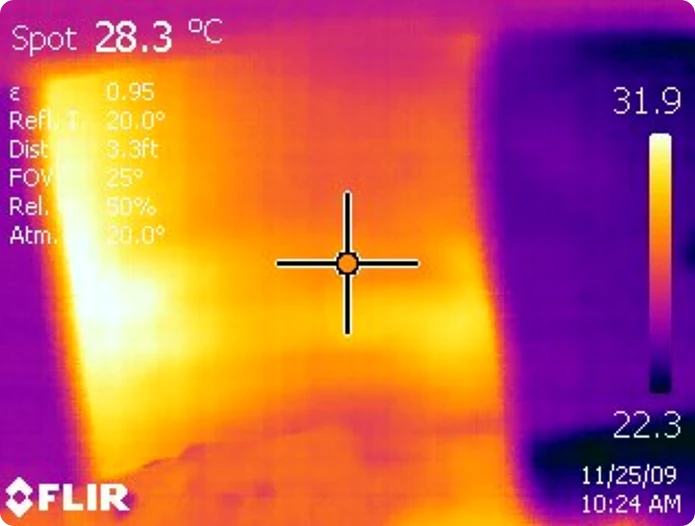
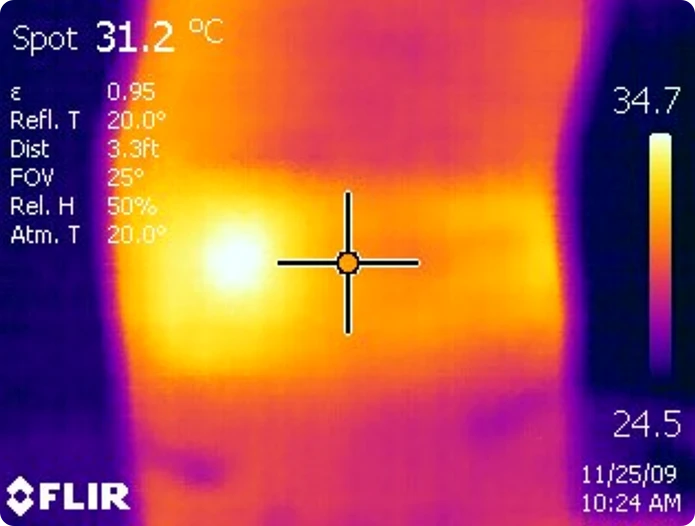
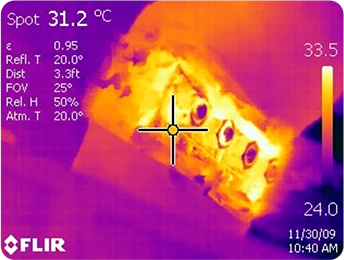
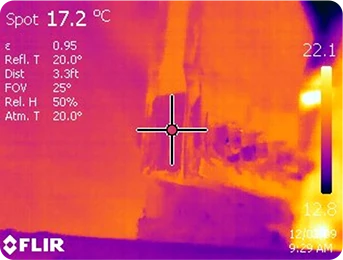
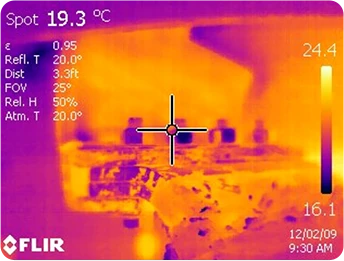
T1 (L) and T3 (R) hot spots suggested similar issue as T2 experienced